 新闻浏览
新闻浏览 您现在的位置:新闻中心 -> 新闻浏览
您现在的位置:新闻中心 -> 新闻浏览| 返回列表 上一页 | 下一页 |

精细牙体预备是牙科修复中非常重要的一个步骤,要想让牙体预备更准确,效果更好,就需要牙医在操作的过程中掌握操作细节。
一、预备牙体
边缘种类:刃状边缘、直角肩台、斜面肩台 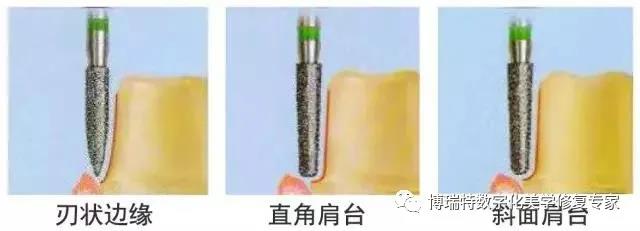
预备牙体常用车针: 
备牙后需要使用沙粒较细的车针过顺,使表面平溜,更易于修复体就位。

备牙注意:
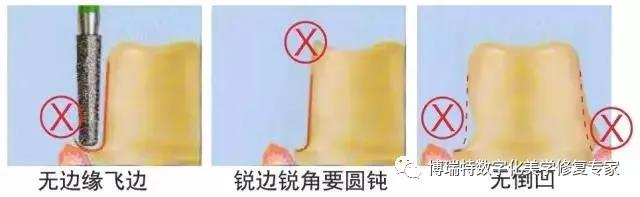
连冠或桥冠体制备时,共同就位道的取得和倒凹的消除非常重要。
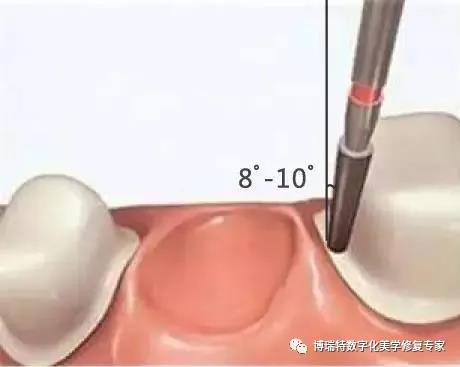
各个基牙选取一个共同的牙体长轴,制备每颗牙以同长轴为基准,在各个轴面内收8°-10°。
二、全瓷牙备牙要求
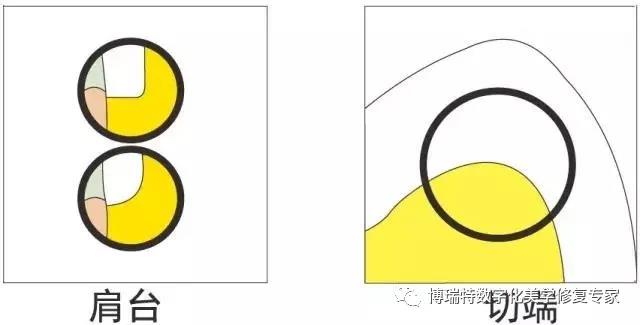
注:肩台预备为圆钝的轴-颈线角,宽度为0.6-1.0mm;切端要圆钝,无锐角。
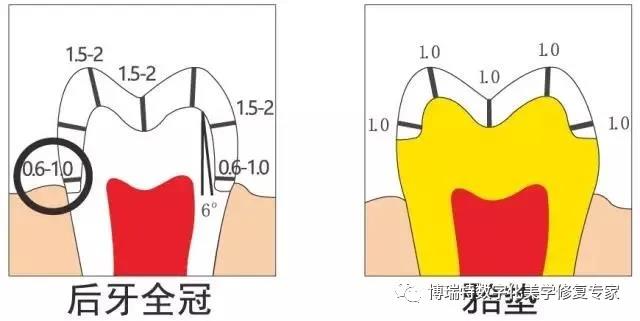
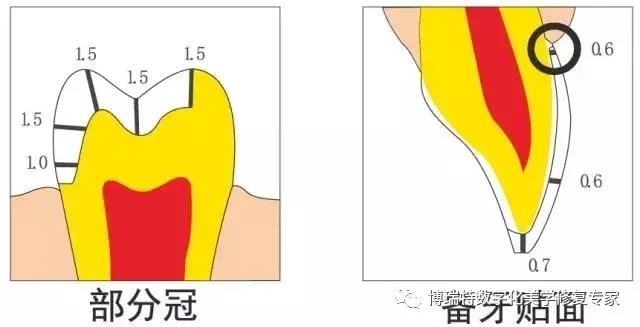
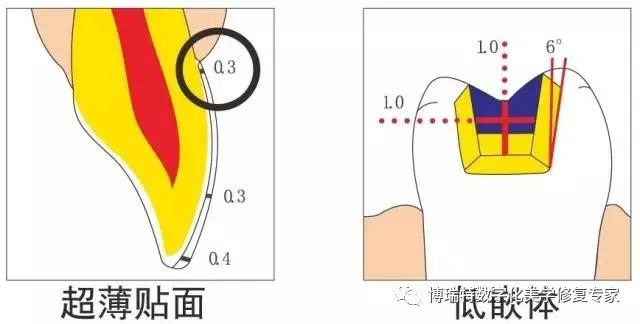
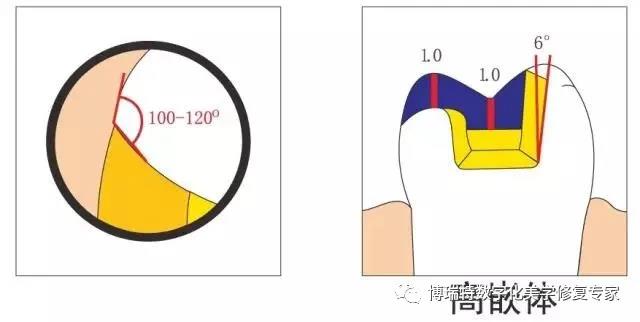
注:各轴面锥度为3°-6°,制备的轴壁要保持光滑。嵌体四边保留角度为100°-120°。全瓷超薄贴面可不制备牙体。
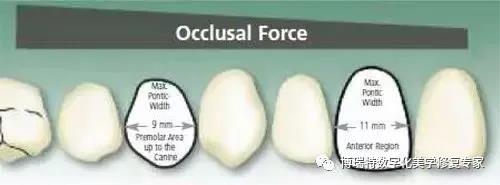
制备铸瓷桥体时,缺失牙的跨度要求:后牙至尖牙最宽9mm,前牙至尖牙最宽11mm。
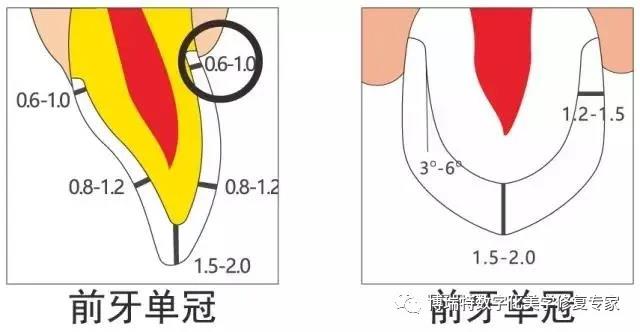
●三、全瓷冠前牙预备●
1、全瓷冠备牙量的要求
1)预备出的冠核应具备2-5度的锥度。所有边缘都需圆钝,避免对修复体形成破坏性张力;
2)正常牙冠备除量:切端1.5-2mm,轴面1.0-1.5mm,颈缘部分须至少磨除0.8-1.0mm;

3)肩台的宽度约为1mm左右;

4)可将肩台预备成改良平角肩台,或凹形肩台;

5)避免出现刃状肩台、飞边、或羽状肩台。在使用柱状/锥状圆头的车针时特别注意:预备深度不得超过最大直径的一半。
2、全瓷冠牙体预备的临床步骤 
3、全瓷冠预备套装
1)与传统主备车针形态改变:
● 牙体预备(轴面&邻面):金刚砂车针;
● 牙体精修:钨钢车针
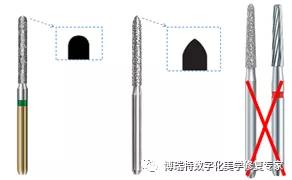
柱形圆头车针(避免产生过大聚合角,无锥状车针);柱形斜面头弧角车针(前牙轴面用,避免损伤牙龈)
2)与传统车针颗粒区别:

③与传统车针更关注转速:

4、牙体预备
第一步 切端定深和预备
用金刚砂柱形圆头车针(最大直径1.4mm,工作长度10mm,粗颗粒),在切端磨出1.5-2mm的唇舌向定深沟,然后继续用这根车针完成切端的预备。切端牙体预备量约1.5-2mm。

注意:最终切端为约45度唇舌向倾斜的斜面,不然会导致肩台处的应力过大。
第二步 唇面定深和预备
用金刚砂轮形车针(工作长度0.7mm,定深1mm,标准柄,标准颗粒)在唇面制备定深沟,深度为1mm左右。然后用之前的金刚砂柱形圆头车针(最大直径1.4mm,工作长度10mm,粗颗粒),在唇面向近远中轴角制备,唇面磨除量为1-1.5mm左右,近肩台处牙体磨除量为1mm左右。轴面的预备皆在龈上预备,不伤及牙龈。


注:唇面的预备分切2/3和颈1/3两步进行,形成弧面的预备面,可获得足够的唇侧空间,达到美观的效果,又不会伤及牙髓。
第三步 邻面预备
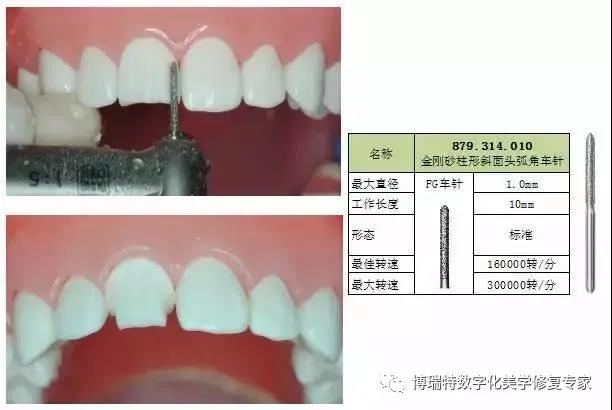
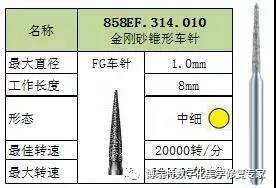
用直径较细的金刚砂柱形斜面头弧角车针(最大直径1.0mm,工作长度10mm,标准颗粒)小心制备邻面。该车针尖端变尖,可减少损伤牙龈。可在邻牙放置成型片,避免损伤邻牙。应尽量控制轴面的切向聚合角为2-5度。邻面的牙体预备量约为1-1.5mm。
第四步 舌面预备
前牙舌面的预备,分成舌侧轴面和舌窝两个部分。先用金刚砂柱形圆头车针(最大直径1.4mm,工作长度10mm,粗颗粒)制备舌侧轴面,均匀磨除约1mm的牙体。

再用金刚砂橄榄形车针(最大直径2.3mm,工作长度4.2mm,粗颗粒)将舌窝均匀磨除1mm。

第五步 排龈
根据龈袋的深度及附着龈的厚薄情况,选择相应的排龈线(如0号、00号等)。避免损伤附着龈。

第六步 肩台修整
采用金刚砂柱形圆头车针(最大直径1.4mm,工作长度10mm,粗颗粒)修整肩台,形成连续、均匀的凹形肩台。肩台可根据实际情况制备到龈下或齐龈,前牙通常制备到龈下0.5mm。

第七步 精修
采用细刃(红标)、形态与肩台预备车针相同形态的钨钢柱形圆头车针(最大直径1.2mm,工作长度8mm,细刃)精修肩台,达到光滑连续的肩台。肩台应预备成内角圆钝的肩台,宽度约1mm。
继续用此车针精修牙体,避免过锐线角对全瓷冠产生应力集中点。此款钨钢车针的最佳转速是 20000转/分,在这个转速下,钨钢车针能够对牙体发挥最佳精修效果,又对牙体避免过多磨除,所以在使用钨钢车针前需要调整转速。 
为避免肩台形成飞边,用特殊金刚砂车针(最大直径1.2mm,标准颗粒)调整肩台,使得肩台平滑连续,增加牙体与修复体的密合性。
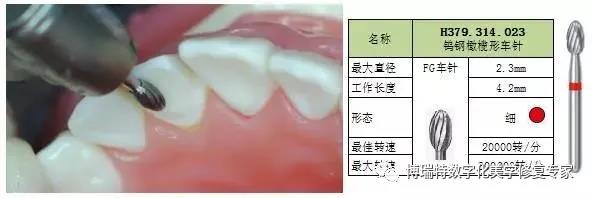
最后用钨钢橄榄形车针(最大直径2.3mm,工作长度4.2mm,细刃)将舌面精修圆钝。车针最佳转速20000转/分。 
精修完成效果图

5、戴牙
戴冠车针,去除多余粘结剂。
声明:部分文字、图片等素材来源于网络,博瑞特小编整理 。我们的目的只在于学习分享。如涉及内容与版权有侵权,请联系我们进行删除!
博瑞特美学修复中心
福州榕城成功义齿制作公司
想了解更多精彩内容,请关注博瑞特义齿官网:www.brtchina.com。
相关内容资讯欢迎拨打电话:0591-83595526;13615032255;13067236885。
| 返回列表 上一页 | 下一页 |
 加入收藏
加入收藏 设为首页
设为首页
 关于成功
关于成功 在线客服
在线客服